The global demand for wooden furniture continues to grow. In 2024, the global wooden furniture market was valued at approximately USD $593 billion, and it’s projected to surpass USD $989 billion by 2034, growing at a CAGR of 5.4%. Today’s buyers expect more than just style—they demand durability, product safety, and environmentally responsible choices. For manufacturers and brands, meeting these expectations requires more than excellent design; it calls for rigorous quality assurance at every stage of production— it isn’t just best practice but essential for regulatory compliance and preserving brand reputation in a competitive market.
What are the most common challenges in wooden furniture manufacturing, and what quality assurance solutions can help brands and manufacturers overcome those challenges? Keep reading to find out!
Key Quality Challenges in Wooden Furniture Manufacturing
Raw Material Quality
The quality of raw materials is the cornerstone of wooden furniture quality. Different wood species vary widely in grain, density, and strength, which directly affects the durability and appearance of wooden furniture. Natural materials like maple and oak might suffer from Insect damage, hidden knots, or internal cracks, and these defects may compromise structural integrity. Moreover, synthetic materials like plywood or particleboard may pose health risks to users due to the chemical additives incorporated during their manufacturing process.
Moisture and Climate Sensitivity
As is well known, wooden furniture is relatively sensitive to environmental conditions and humidity. High humidity may cause wood to swell, while low humidity may cause wood to shrink. Such inappropriate moisture level can lead to structural issues like warping, cracking, open joints, and bowing, affecting the overall quality of the wooden furniture. This makes maintaining relative humidity a major concern for wooden furniture brands and manufacturers, particularly in raw material warehouses and finished goods storage.
Manufacturing Defects Caused in Production
Even with high-quality raw materials, wooden furniture can suffer from manufacturing defects if production processes are not carefully controlled. Common issues include weak or inconsistent joinery that leads to structural instability, uneven or poorly applied finishes such as stains, varnishes, or paints, and misaligned hardware like hinges, handles, or drawer tracks. In mass production, small errors can quickly multiply across entire batches, compromising both durability and aesthetics. Such defects not only increase rejection rates and rework costs but also pose risks to product safety and brand reputation.
Safety and Durability Standards
Meeting safety and durability standards is a critical challenge for wooden furniture manufacturers. Products must withstand daily use without tipping, breaking, or collapsing, especially for items like chairs, beds, and storage units. Meeting international standards for load, impact, and tipping resistance is vital for market access. Meanwhile, compliance with chemical limits, such as formaldehyde emissions, directly affects consumer safety. Any failure in these areas risks costly recalls, regulatory penalties, and serious damage to brand reputation.
Sustainability Risks and Requirements
Sustainability has become a defining challenge in wooden furniture manufacturing, with increasing pressure from both regulators and consumers. Brands must ensure that timber is legally sourced, traceable, and harvested in ways that do not contribute to deforestation. For example, the upcoming EU Deforestation Regulation (EUDR) requires detailed documentation of supply chains and proof of sustainable sourcing for market entry in Europe. Non-compliance may risk costly fines and reputational damage.
Quality Assurance Approaches to Overcome Those Challenges
On-Site Audits and Inspections
In the first quarter of 2025, a British cast iron cookware brand issued an urgent recall for various cast iron cookware items sold since 2023. Testing by the UK’s Office for Product Safety and Standards revealed that the cookware could release heavy metals during use, posing a serious health risk. The recall affected multiple products, including skillets and griddles, and customers were advised to stop using the items immediately.
On-site inspections and audits are essential for identifying potential quality pitfalls in wooden furniture before they reach end consumers. Audits can verify if the supplier or manufacturer a brand works with is authentic and legally qualified to provide the requested limber or carry out the production. Inspectors on-site can check on the real production progress and finished products to compare with the requested requirements and catch any discrepancies early on. Common solutions include:
- Warehouse Audit: Verify the warehouse condition is proper to store raw material or finished products, such as humidity and pest infestations
- Prototype Sample Review: to review prototype samples at the factory to evaluate a prototype to assess risks and potential modification before mass production.
- Pre-Production Inspection: Inspect the raw material to make sure they are qualified for use in production
- Pre-Shipment Inspection: Inspect the finished products to see if they comply with the order requirements, and will also conduct some simple on-site tests to ensure real-life usage
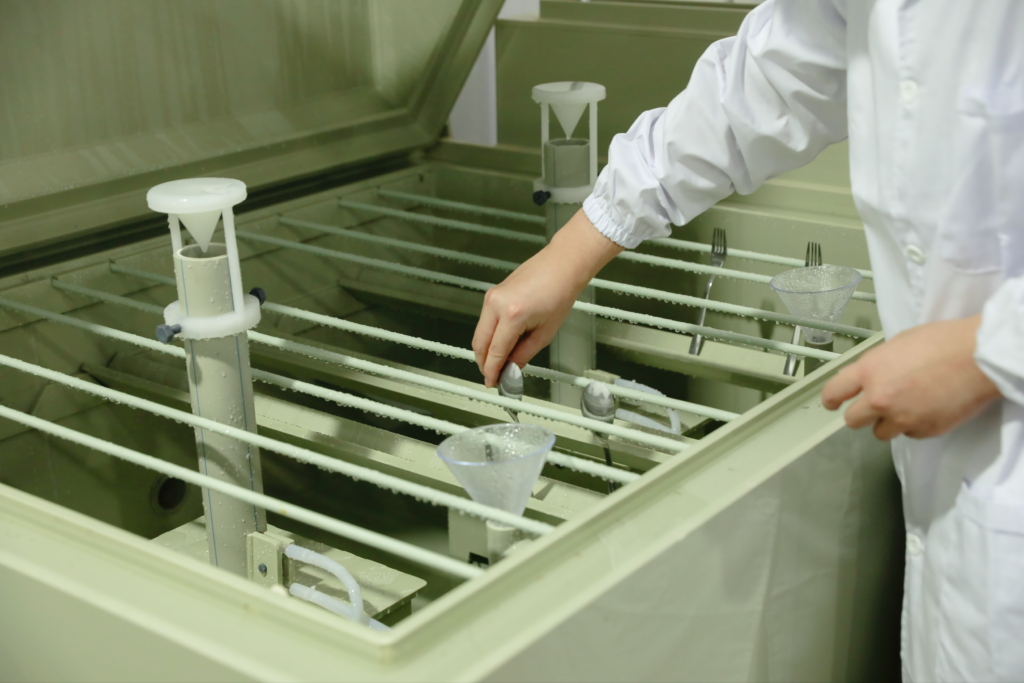
Laboratory testing
Laboratory testing plays a vital role in uncovering hidden quality risks in wooden furniture. Unlike visual checks, lab tests evaluate performance under controlled conditions, such as load-bearing capacity, impact resistance, stability, and more. Chemical analysis can detect excessive formaldehyde emissions or harmful substances in coatings and adhesives, ensuring compliance with safety regulations. Moisture and durability tests further assess resistance to warping, cracking, or premature wear.
Sustainability and Traceability Supports
To adjust the sustainability and traceability challenges, risk-based and data-driven approaches can serve as great helpers. A risk-based approach helps wooden furniture makers prioritize high-impact sustainability and traceability issues. Additionally, data-driven solutions can leverage digital tools and supply chain analytics to ensure accurate sourcing records, compliance with regulations like EUDR, and greater transparency, ultimately reducing risks and strengthening consumer trust.
Choose API As Your Wooden Furniture Quality Assurance Partner
Wooden furniture is highly popular, but maintaining product quality in a rapidly changing market is no easy task. That’s where API comes to help.
API is the trusted partner in furniture and household goods quality. Our expertise spans furniture, home essentials, toys, and kitchenware—backed by local teams committed to safeguarding quality and building consumer trust. We have rich field experiences and is trusted by brands worldwide:
- 29+ years in the quality assurance industry, building a global network of quality experts
- 900M+ product references controlled since creation
- 5,000+ factories visited per year
Ensuring quality in wooden furniture goes beyond craftsmanship—it requires rigorous laboratory testing, frequent product inspections, and continuous efforts in sustainability. By addressing challenges early, brands can safeguard product safety, meet global compliance standards, and build lasting trust with consumers. Strong quality assurance is not just protection—it’s a competitive advantage in today’s market. Contact Us Today.