As a professional importer, a dreaded shipment delay is likely something that keeps you up all night and keeps you pacing the office all day.
Then the day arrives! You get the call you’ve been waiting for alerting you that your shipment has arrived, and suddenly, your worst nightmare becomes a reality…
Your goods are stuck in customs!
Tackling customs is a bureaucratic nightmare most importers have had to deal with one time or another, and it’s something that if not dealt with quickly could spell a host of problems you’d much rather not have to deal with at all.
What if you could avoid import delays all together?
It’s all about the preparation of your import documentation.
In this blog post, I want to provide you with a 7 step checklist that will help you navigate customs without a hitch or hassle in sight. We will take a look at the documentation that needs to be filled in correctly from start to finish, so you can say goodbye to your shipment stuck in customs for good!
“So, what is the process?”
 A POA is essential for filling out shippers exportation documents. This exportation document cannot be completed without a valid POA. Without it, your shipment will not be released, costing you time and money.
“So, what happens when one of these documents are not in order?”
You incur costs that begin adding up on a daily basis. Your shipment will be warehoused, where you will be billed for every day your shipment is there. It will be time consuming. Much of the paperwork mentioned above takes time to complete, but now you will be waiting on paperwork while raking up warehouse fees. This is not an ideal situation but can be avoided with thorough, well-kept, organized paperwork and a dash of patience to go along with it.
A POA is essential for filling out shippers exportation documents. This exportation document cannot be completed without a valid POA. Without it, your shipment will not be released, costing you time and money.
“So, what happens when one of these documents are not in order?”
You incur costs that begin adding up on a daily basis. Your shipment will be warehoused, where you will be billed for every day your shipment is there. It will be time consuming. Much of the paperwork mentioned above takes time to complete, but now you will be waiting on paperwork while raking up warehouse fees. This is not an ideal situation but can be avoided with thorough, well-kept, organized paperwork and a dash of patience to go along with it.
#1 An import license
Ensure that you have applied for an import license. You will not be able to ship your goods without this license. It specifies your permission to bring a certain amount of goods into a specific country and is only valid for a certain period of time. A top tip would be to create a file to keep all your import and shipping documents in one place. This may seem obvious, but with the mountain of paperwork that begins to pile up, it becomes easy to lose a document, which could result in a costly and time-consuming delay that could have been avoided with just a little bit of organization on your part.
#2 An import declaration
This document is to merely state your intention as an importer to bring valid goods into a specific country. You need this document to verify you, as an importer, and to verify your goods in your destination country.#3 Your invoice needs to be all inclusive
Your invoice needs to match your actual shipment. While this may seem like an obvious thing, it is often overlooked and can cause havoc during your customs clearance. An all inclusive invoice can look something like this:- Country of origin
- Destination country
- Name, surname, all possible contact information of both supplier and importer
- In some cases, a Tax Id number will need to be provided
- Payment method will all reference numbers and dates
- Quantity of shipment
- Total price of shipment
- Total weight of shipment
- A full description with the common naming of each item you are importing – I will touch base on this in my next point.
#4 Classification of goods
When classifying your goods for import, you need to be as in depth and detailed as possible with regards to each item that you are shipping. This classification of your goods will create a smoother process for the customs official, which will in turn ensure a faster turn around time for your shipment.#5 Declaration of conformity
In many countries importers are in need of preparing a declaration of conformity; “What is a declaration of conformity?” “This is an official document confirming that the product was manufactured (as well as developed) in full compliance with all applicable requirements in place and technical rules that are described in certain Technical Regulations of Customs Union.” As an importer you will need to be aware of the specific regulations that your product needs to comply with in order to know which certification you need.# 6 POA – Not a plan of action, a Power Of Attorney
A POA is essential for filling out shippers exportation documents. This exportation document cannot be completed without a valid POA. Without it, your shipment will not be released, costing you time and money.
“So, what happens when one of these documents are not in order?”
You incur costs that begin adding up on a daily basis. Your shipment will be warehoused, where you will be billed for every day your shipment is there. It will be time consuming. Much of the paperwork mentioned above takes time to complete, but now you will be waiting on paperwork while raking up warehouse fees. This is not an ideal situation but can be avoided with thorough, well-kept, organized paperwork and a dash of patience to go along with it.
#7 Do use a customs agency
If you think that managing large orders on your own is something that you are willing to put all of your efforts and time into, then, by all means, go ahead. But my advice would be to use a customs agency. A customs agency has the expertise and knowledge to ensure that all the right paper work, permits, licensing and classifications are in order, so as to relieve yourself of those dreaded moments of hearing that your shipment is stuck in customs due to incorrect paperwork. They are also familiar with regulations and compliance standards that need to be met, that are also specific to your desired location and specific to your product.Takeaways
Your documentation is absolutely crucial to a smooth customs experience. Nip customs issues in the bud by:- keeping all of your import documentation in one place
- ensuring you have the right documentation that is specific to your product and destination country’s regulations
- being clear in your classification of each and every item you are importing
- not under valuing your product. If there is just a whiff of under valued items your shipment will be flagged, and you will get stuck unnecessarily which will prove to be a much more costly exercise for you




 will provide an easier platform to discuss these matters in-depth, with absolute understanding and clarity. Personally I find Zoom a favorite for all conference calling, it has helped me stay in touch with a lot more ease than just relying on email.
Now that we have spoken about the means of communication, we need to address the frequency and manner of communication.
“How often do you phone your supplier to just talk about basic business operations?”
The more constant the flow of communication is, the more you will begin to get to know your supplier, and where your business sits in the grander scheme of their operations (and how much they stand to lose if they make mistakes).
This level of trust that you begin to build with your supplier will help to keep them honest and accountable if you happen to receive a delivery of products that are non compliant.
This kind of communication provides clarity and indicates to your supplier that you trust them to fix the problem to achieve the level of compliance that your company has set as the standard.
will provide an easier platform to discuss these matters in-depth, with absolute understanding and clarity. Personally I find Zoom a favorite for all conference calling, it has helped me stay in touch with a lot more ease than just relying on email.
Now that we have spoken about the means of communication, we need to address the frequency and manner of communication.
“How often do you phone your supplier to just talk about basic business operations?”
The more constant the flow of communication is, the more you will begin to get to know your supplier, and where your business sits in the grander scheme of their operations (and how much they stand to lose if they make mistakes).
This level of trust that you begin to build with your supplier will help to keep them honest and accountable if you happen to receive a delivery of products that are non compliant.
This kind of communication provides clarity and indicates to your supplier that you trust them to fix the problem to achieve the level of compliance that your company has set as the standard.
 importers that do not pay on time so as to avoid those kinds of risks for themselves in the future.
What is advisable with regards to payment is ensuring that you have laid out all your payment terms with your supplier. In doing this you create a level of transparency with your supplier which can prove to be invaluable.
If you have been in this position before, as I am sure you have, I would say that the best practice here would be the same as tip #1;
Communication
You need to communicate your situation immediately, creating an honest and open relationship with your supplier which will put you in good stead for future orders.
importers that do not pay on time so as to avoid those kinds of risks for themselves in the future.
What is advisable with regards to payment is ensuring that you have laid out all your payment terms with your supplier. In doing this you create a level of transparency with your supplier which can prove to be invaluable.
If you have been in this position before, as I am sure you have, I would say that the best practice here would be the same as tip #1;
Communication
You need to communicate your situation immediately, creating an honest and open relationship with your supplier which will put you in good stead for future orders.
 This knowledge creates an improvement in their service to you as operational times and
This knowledge creates an improvement in their service to you as operational times and 
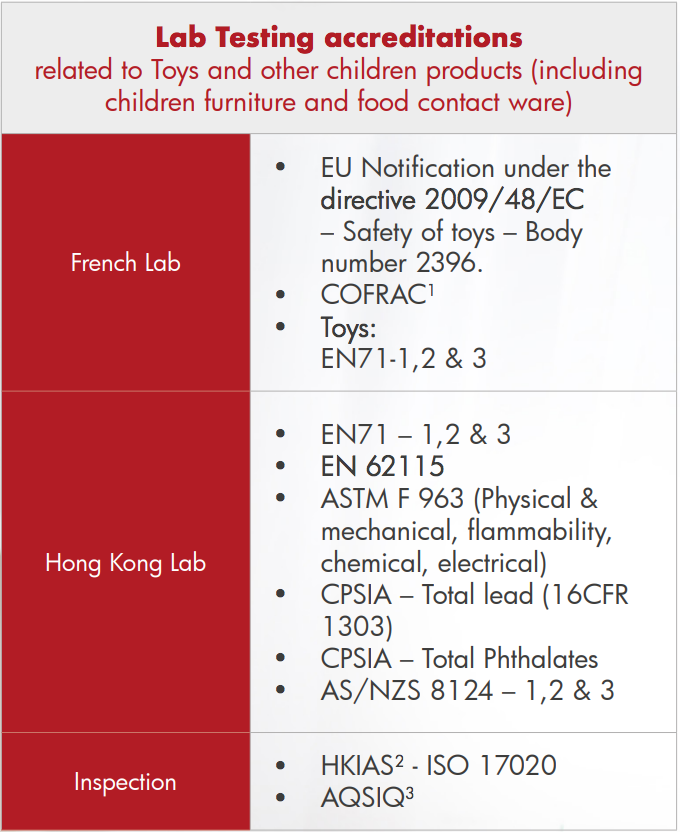
 To minimise the possibility of heavy metal migration in toy manufacturing, the EU has tightened the regulations of toy quality control. Testing according to the revised EN71-3 standard includes 19 elements and the migration limits have been revised. The update has divided toys into three categories:
To minimise the possibility of heavy metal migration in toy manufacturing, the EU has tightened the regulations of toy quality control. Testing according to the revised EN71-3 standard includes 19 elements and the migration limits have been revised. The update has divided toys into three categories:

 As a quality manager who is responsible for producing toys you know that where quality is concerned the stakes are sky-high.
You need to know that toys adhere to the demands of every test they might face when being exported globally to markets with different demands.
At API, our quality inspectors and laboratories follow a comprehensive set of 8 toy quality testing steps (built through decades of experience) that helps quality managers effectively manage quality right from the outset.
This article will take a brief look at
As a quality manager who is responsible for producing toys you know that where quality is concerned the stakes are sky-high.
You need to know that toys adhere to the demands of every test they might face when being exported globally to markets with different demands.
At API, our quality inspectors and laboratories follow a comprehensive set of 8 toy quality testing steps (built through decades of experience) that helps quality managers effectively manage quality right from the outset.
This article will take a brief look at  Raw material quality control is paramount in helping to prevent product failure and ensuring a consistent level of quality that you and your customers expect.
Making sure that players in your supply chain are continuously subjected to testing of raw materials being used in your toy production, or when they decide to switch suppliers, verifies that the materials are at the level of quality you’re paying for and that no toxic elements such as lead and cadmium finding their way into your finished product.
Complying with chemical restrictions in raw materials laid out by the EU and US chemical content regulations such as REACH,
Raw material quality control is paramount in helping to prevent product failure and ensuring a consistent level of quality that you and your customers expect.
Making sure that players in your supply chain are continuously subjected to testing of raw materials being used in your toy production, or when they decide to switch suppliers, verifies that the materials are at the level of quality you’re paying for and that no toxic elements such as lead and cadmium finding their way into your finished product.
Complying with chemical restrictions in raw materials laid out by the EU and US chemical content regulations such as REACH, 



 through human labour.
through human labour.

 nd this tool should be inclusive of all levels of employees for creative and productive inputs.
nd this tool should be inclusive of all levels of employees for creative and productive inputs.

