

In the last few years, we have seen companies and brands increasingly change the way they operate. The views of the customer are evolving and companies and brands need to adapt quickly. The coronavirus pandemic catalyzed a debate about the broader impact of human actions, with people concerned about the way we live, issues of social justice, and our destruction of the environment.
Increasingly, customers value companies and brands they can trust. Today’s consumer wants to purchase from companies and brands that are transparent in their work, create an impact, offer sustainable alternatives to regular products, and are vocal about causes that matter. Consumers have rising concerns about climate change, pollution, biodiversity loss, resource scarcity and the wider well-being of society. These changing behaviors and values regarding environmental friendliness, social responsibility, and economic inclusiveness translate into a demand for corporate change.

Source: How sustainability is fundamentally changing consumer preferences – Capgemini
How Our Expert Support Can Help You
At API, we provide expert solutions to support our customers in their CSR journey. Some of our programs include:
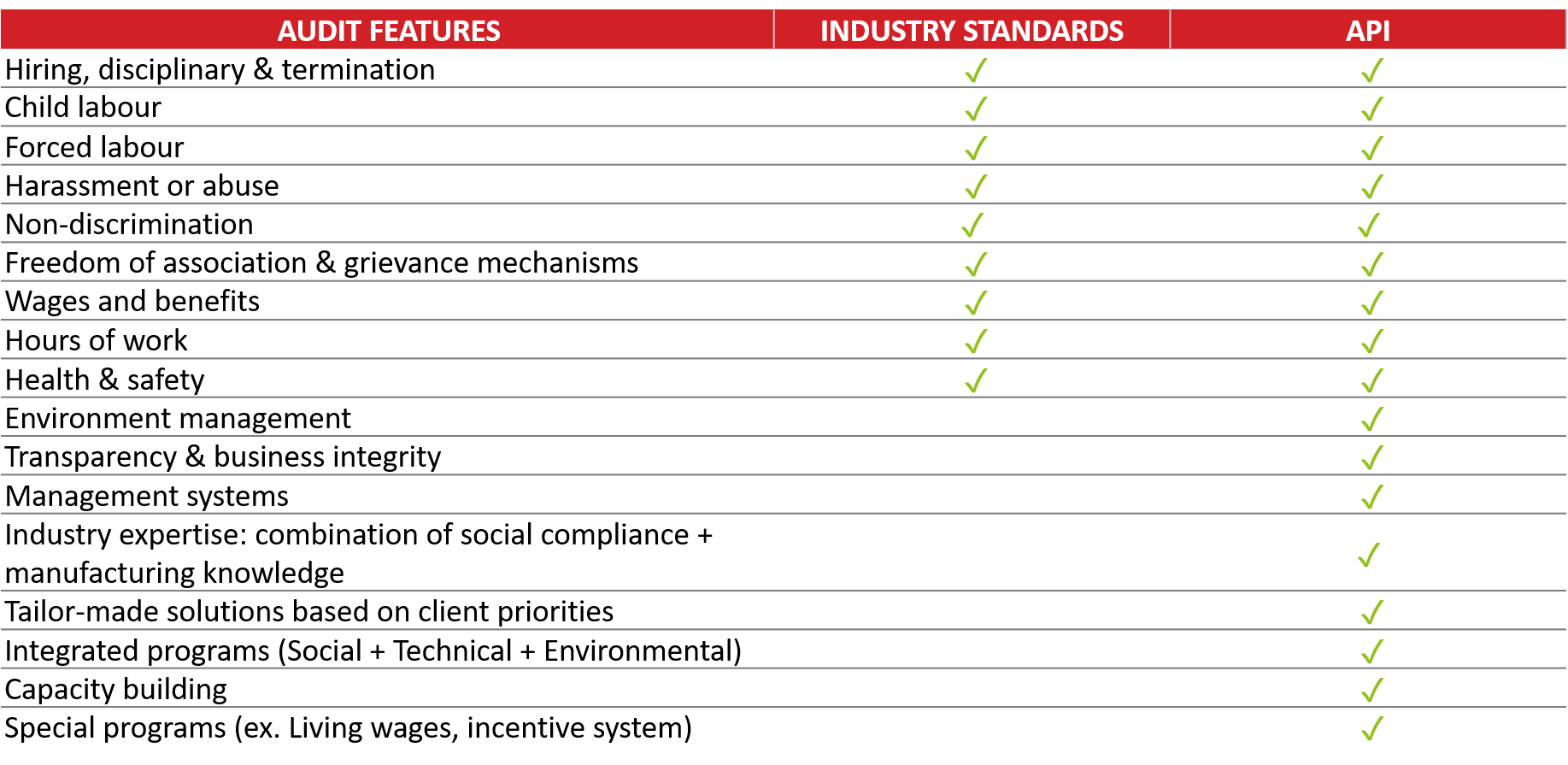
- Social audit assessment:
– As per the defined code of conduct (ICS, Sedex, SCLP, ILO Conventions)
– Tailor-made based on industry / your code of conduct / API’s standards and local labor laws - Supplier capacity building
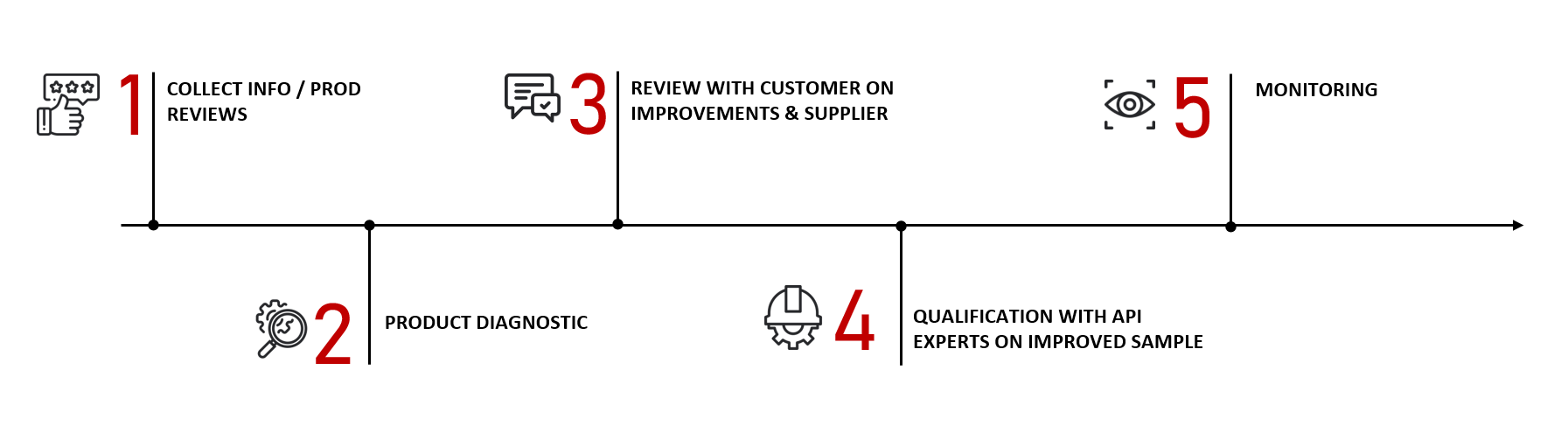
– Different programs for different suppliers (new, strategic, low performing, those with zero tolerance, however willing to improve, etc.) - Stake holders coaching
– Awareness and pre-assessment set-up program for internal teams (audit, sourcing…) - Code of conduct, manual, audit guidelines creation & review
– Creation from ground zero and based on your requirements, or review of existing materials – all with the support of our team of experts - Program benchmarking services for strategic suppliers
– Assessment and program recommendation, report, monitoringThanks to our boots-on-the-ground approach, we offer adapted solutions to our customers that go beyond the traditional industry standards. We put our expertise at the service of our customers with concrete solutions that leverage our daily presence in factories, such as follow-up on sustainability.
Interested in finding out more about our CSR solutions?







 Brands and retailers can have relationships with a great number of suppliers, which can reach in the thousands for the bigger players. When the volume is that high, it can be difficult to think of individual suppliers as anything more than a transactional necessity for the manufacturing of hardline goods. But brands and retailers that see their suppliers this way may miss out on what their more reliable and advanced suppliers can offer them.
Brands and retailers can have relationships with a great number of suppliers, which can reach in the thousands for the bigger players. When the volume is that high, it can be difficult to think of individual suppliers as anything more than a transactional necessity for the manufacturing of hardline goods. But brands and retailers that see their suppliers this way may miss out on what their more reliable and advanced suppliers can offer them.
 According to Precedence Research, the recycled polyester (rPET) market is expected to hit US$14.23 billion by 2030, driven by soaring demand for sustainable products from consumers, governments, and NGOs. The use of rPET in consumer goods is no longer a trend but a reality in many categories, including toys and furniture. What started with soft toys containing stuffing made from rPET is fast-evolving into other uses. Danish toy giant Lego has announced its first prototype bricks made of rPET from discarded bottles, and IKEA has launched a range of kitchen furniture with plastic films made out of recycled bottles. Many other furniture brands are producing products made from rPET, including chairs and stools, storage boxes, bathroom accessories, and more.
According to Precedence Research, the recycled polyester (rPET) market is expected to hit US$14.23 billion by 2030, driven by soaring demand for sustainable products from consumers, governments, and NGOs. The use of rPET in consumer goods is no longer a trend but a reality in many categories, including toys and furniture. What started with soft toys containing stuffing made from rPET is fast-evolving into other uses. Danish toy giant Lego has announced its first prototype bricks made of rPET from discarded bottles, and IKEA has launched a range of kitchen furniture with plastic films made out of recycled bottles. Many other furniture brands are producing products made from rPET, including chairs and stools, storage boxes, bathroom accessories, and more.



 Effectively managing growing supply chain complexities is something that most purchasing managers/importers deal with on a day to day basis.
As your brand grows compliance issues you never knew were there (nor were prepared for) may rear their ugly head, and it’s up to you to begin pinpointing issues and plugging the holes your profits will fall through, before the consumers of today tear them open even wider.
Ensuring product compliance starts and ends with one thing:
A robust compliance program.
Effectively managing growing supply chain complexities is something that most purchasing managers/importers deal with on a day to day basis.
As your brand grows compliance issues you never knew were there (nor were prepared for) may rear their ugly head, and it’s up to you to begin pinpointing issues and plugging the holes your profits will fall through, before the consumers of today tear them open even wider.
Ensuring product compliance starts and ends with one thing:
A robust compliance program.
 purchase price of $69.38 each, resulting in revenues totaling
purchase price of $69.38 each, resulting in revenues totaling  A: One of greatest challenges is ensuring that each branch is able to comply with the
A: One of greatest challenges is ensuring that each branch is able to comply with the  international regulation?
international regulation?
