Despite significant efforts to contain the spread and global impact of COVID-19, the situation has worsened, affecting people and companies all around the globe. The full implications of COVID-19 on the supply chain remain difficult to predict, with some areas slowly returning to activity while others are now being adversely affected by the virus. It is, however, possible to see that, at this stage, the crisis is having a direct influence on the supply chain, from raw materials to finished products.
As a company with a strong presence on the ground, visiting factories every day, we at API have seen first-hand some of the challenges that brands and retailers are facing in their supply chain. We are helping our customers and their suppliers brace for the impact this extraordinary crisis has had, and continues to have, on their supply chain, providing them with short-term solutions that will help them maintain high quality in their processes and goods while ensuring that the people on the ground remain safe.
Supply Chain Challenges
We were confronted with the gravity of the crisis during the first peak of the virus in China, where some factories were unreachable, production stopped, goods were unable to be shipped, etc. Now that activity is resuming in this part of the world, the challenges have evolved, resulting in many companies putting the quality of their products at risk. It is important to bear in mind that these challenges will most likely be replicated in other manufacturing areas when activity resumes. Therefore, a sound understanding of those issues now might allow for quicker reactions in some of your other sourcing locations. Among them are:
- Shortage in labor/workforce: factories are struggling to get 100% of their employees back on site due to health issues or travel restrictions. This might encourage factories to hire new people lacking experience, with no time for adequate training and with the risk of undeclared subcontracting.
- Planificación inadecuada de la producción y estado: when resuming activities, some factories might not operate at their full capacity which will render it difficult to meet production targets. It is important to check your factory records in order to see actual people in the production line, daily output, and quality control reports.
- Rush in production: when factories are able to resume activity, some might be in a rush to make up the time they lost and may be tempted to cut corners and speed up processes. Some steps are rushed leading to mistakes, and some steps are directly skipped such in some cases the quality control, which might put your entire production at risk.
- Excessive stock: goods that were produced before the virus outbreak have likely been held in the warehouse while awaiting shipment. In warehouses where storage and conditions are not satisfactory, complications such as deterioration or the development of mold may have emerged.
- Escasez de materias primas resumption of activity leads to an increased demand for raw materials and components, thus resulting in a shortage. Brands and retailers can shift their production to areas that are less impacted, such as other SEA countries, which involves a risk if the new suppliers and factories are not adequate.
- Lack of quality control to ensure safety: at the height of the epidemic in China, factories and third-parties reduced the movement of people in and out the premises to avoid putting employees at risk. This meant a decrease in the level of quality control, which put the production quality at risk.
7 Tips to Help Alleviate Disruptions in the Supply Chain
This crisis may be the catalyst to revisit the global supply chain strategy and accelerate the adoption of new models and capabilities, but in the meantime short-term actions are needed to respond to the challenge.
Here are some tips from a manufacturing perspective to help with the continuity of your supply chain while maintaining quality products:
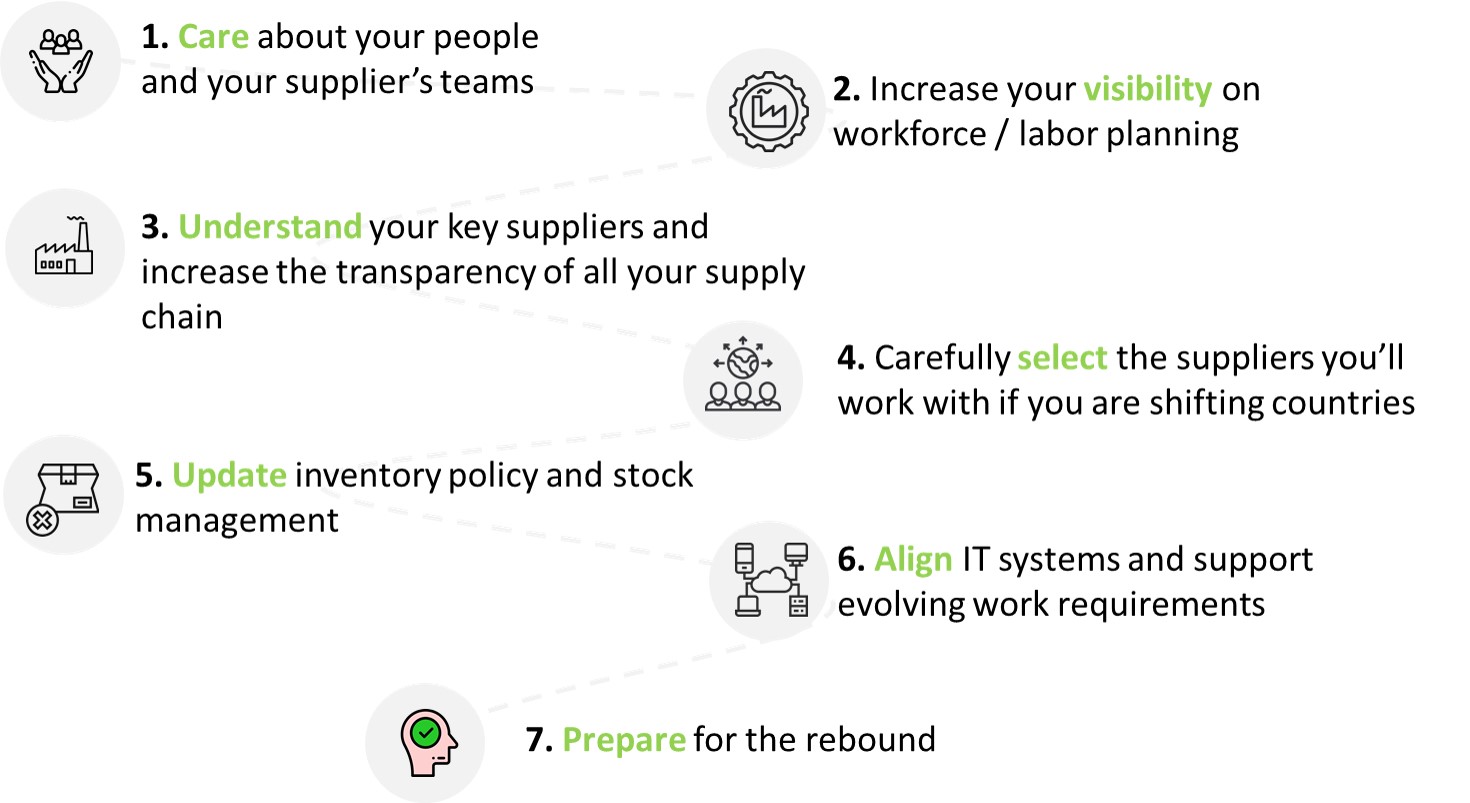
- Care about your people and your supplier’s teams
- Educate employees on COVID-19 symptoms and prevention
- Ensure your factory has screening protocols
Training and specific audits that focus on the measures to be adopted during this crisis are a good tool to ensure the health and safety of the teams.
- Increase your visibility on workforce/labor planning
- Check actual capacity of your factories
- Assess impact on production times
- Pay additional attention to product quality as plants run with fewer workers and some might hire temporary/new staff who might be unqualified
Data collection here is key: from gathering the records of the factories for a quick screening, to implementing more in-depth measures such as technical audits, in-line inspections or in-production assessment, having greater visibility of the real situation of your factories is vital at this stage to not only ensure the completion of your production on time but also the quality of the goods delivered.
- Understand your key suppliers and increase the transparency of all your supply chain
- Understand the impact your orders have on one’s factory production lines
- Understand the flexibility one factory has in regard to production / purchase shifts
Whether your orders only represent a small portion of one factory’s production lines or you are flooding these same production lines with your goods makes a huge difference as to how to interact with this factory. If you are not a key customer, you need to make sure you understand how the factory will be dealing with your order when/if they face a shortage of staff or inventory.
- Carefully select the suppliers you’ll work with if you are shifting countries
- Ensure you’re working with the right suppliers for your productions
The concept of shifting production to other areas was already on the table before the virus appeared, with a trend among many companies toward considering moving ‘out of China’. Diversifying areas of production and looking for alternative locations can help secure additional inventory and capacity. However, launching production in a new area can be challenging if you don’t have the experience or the right teams in that specific area. A third-party company can support you with adapted solutions to facilitate the transition and ensure the quality of your production through a dedicated technician program.
- Update inventory policy and stock management
- Before = as little stock as possible
- Now = need to anticipate and increase safety stock
This might lead to associated risks such as product deterioration or mold development which can be identified via a final inspection and tackled with a warehouse condition audit or a more elaborate mold prevention program.
- Align IT systems and support evolving work requirements
- Manage quality remotely
- Use new IT tools and solutions
We are being forced to shift from a culture of ‘on-site’ work to ‘remote work’. Be ready to embrace change and to consider possibilities that were not even contemplated a few months ago, such as video-monitored inspections.
For brands, retailers and importers’ quality management teams, online quality management solutions can help manage your goods’ quality even when working from home. With a simple click of the mouse, it is now possible to keep track of your quality actions, read reports and make decisions on whether or not the goods should be shipped. Expert technicians are also one video/phone call away, offering their support in these difficult times and finding the best possible solutions to cope with the crisis.
- Prepare for the rebound
- Be ready to move quickly
We are, without doubt, facing exceptional times and although it is impossible to anticipate when and how this epidemic will pass, we need to remain confident, align our efforts and prepare for a brighter future. Stay alert and ready for change: those that are able to adjust quickly will have a higher chance of rebounding and adapting to the times ahead.
At API we are putting our manufacturing experience and product expertise at the disposal of our clients to help them adjust during this difficult time. Thanks to the agility and flexibility of our teams and our local infrastructure we are able to quickly implement on-site and remote solutions to respond to our clients’ needs.
Do not hesitate to get in touch with us to discuss your supply chain challenges.
 They initially had committed to making this transition by 2020, but they ended up meeting their target 3 years early! This is one great commitment to the realm of renewable energy.
Apart from this they are currently investing loads of money and time into finding alternatives to plastic for their famous building blocks.
As consumers increasingly dictate how manufacturers design and make toys, the power of adopting CSR and green initiatives as a part of your competitive strategy will have global results for your brand.
What do I mean by this?
The toy quality management system you choose to adopt will provide a framework for which CSR is able to be strategically implemented for your brand. Lego is a prime example of this. Whilst they are a children’s toy brand, they have committed fully to sourcing a more environmentally friendly plastic for their iconic plastic blocks. Even though they have not yet found a suitable alternative, their commitment and investment in trying to, puts them at the forefront of an initiative consumers the world over want to see and be a part of.
So I put the question to you…
They initially had committed to making this transition by 2020, but they ended up meeting their target 3 years early! This is one great commitment to the realm of renewable energy.
Apart from this they are currently investing loads of money and time into finding alternatives to plastic for their famous building blocks.
As consumers increasingly dictate how manufacturers design and make toys, the power of adopting CSR and green initiatives as a part of your competitive strategy will have global results for your brand.
What do I mean by this?
The toy quality management system you choose to adopt will provide a framework for which CSR is able to be strategically implemented for your brand. Lego is a prime example of this. Whilst they are a children’s toy brand, they have committed fully to sourcing a more environmentally friendly plastic for their iconic plastic blocks. Even though they have not yet found a suitable alternative, their commitment and investment in trying to, puts them at the forefront of an initiative consumers the world over want to see and be a part of.
So I put the question to you…

.png "Furniture inspection - DUPRO")


 It is at this point that
It is at this point that En esta etapa se selecciona una muestra aleatoria de muebles, que se revisan uno por uno para comprobar si cumplen con lo siguiente:
En esta etapa se selecciona una muestra aleatoria de muebles, que se revisan uno por uno para comprobar si cumplen con lo siguiente:



 A social compliance audit can be difficult to attain, but is an absolute necessity for that transparent supply chain your consumers today are demanding.
A social compliance audit ensures that a factory and its practices are abiding by all local laws and that you meet all of the social obligations as set out by the guidelines of the audit, from fair wages to no instances of child labor in a factory.
In this blog post, I will outline the exact procedure of this audit, the benefits it offers to your consumer electronics brand and how you can go about conducting this audit for yourself.
So, let’s dive in…
A social compliance audit can be difficult to attain, but is an absolute necessity for that transparent supply chain your consumers today are demanding.
A social compliance audit ensures that a factory and its practices are abiding by all local laws and that you meet all of the social obligations as set out by the guidelines of the audit, from fair wages to no instances of child labor in a factory.
In this blog post, I will outline the exact procedure of this audit, the benefits it offers to your consumer electronics brand and how you can go about conducting this audit for yourself.
So, let’s dive in…
 Document reviews – Auditors will check all the documentation of the supplier to determine the presence of any possible child labour, an all too common violation within the consumer electronics industry. They also assess whether there are any violations of extended working hours and wages. They will also look into what types of social insurance are available to workers and review any fire and safety documentation, which will help to determine whether or not any safety precautions or plans are in place. They will also inspect whether or not there is any environmental monitoring being done and, if so, how it is conducted.
Employee interviews – The auditors conduct interviews with the factory in question staff, where they ask them about their working hours, overtime, and about their holiday/leave time. Auditors also like to cross check these statements by interviewing factory management to ensure there are no discrepancies. This helps to clarify whether there are any instances of abuse or misconduct between staff and management. In the case of a re-audit these interviews will then be conducted again to ensure improvement plans are being implemented properly.
Closing meeting with audit status – This meeting reveals the audit results of your CE factory and also makes suggestion for improvements. If you use
Document reviews – Auditors will check all the documentation of the supplier to determine the presence of any possible child labour, an all too common violation within the consumer electronics industry. They also assess whether there are any violations of extended working hours and wages. They will also look into what types of social insurance are available to workers and review any fire and safety documentation, which will help to determine whether or not any safety precautions or plans are in place. They will also inspect whether or not there is any environmental monitoring being done and, if so, how it is conducted.
Employee interviews – The auditors conduct interviews with the factory in question staff, where they ask them about their working hours, overtime, and about their holiday/leave time. Auditors also like to cross check these statements by interviewing factory management to ensure there are no discrepancies. This helps to clarify whether there are any instances of abuse or misconduct between staff and management. In the case of a re-audit these interviews will then be conducted again to ensure improvement plans are being implemented properly.
Closing meeting with audit status – This meeting reveals the audit results of your CE factory and also makes suggestion for improvements. If you use  In understanding the ethical compliance standards as laid out above, you are able to make informed decisions about the suppliers you choose to use in the manufacturing of your electrical products.
In understanding the ethical compliance standards as laid out above, you are able to make informed decisions about the suppliers you choose to use in the manufacturing of your electrical products.

 On 23rd December 2014, the Consumer Product Safety Commission (CPSC) announced the recall of over 7 million coffee machines.Between 2010-2014, there were over 200 complaints of boiling water spraying out of the machine and approximately 90 burn injuries reported.It has been recently announced that Keurig has
On 23rd December 2014, the Consumer Product Safety Commission (CPSC) announced the recall of over 7 million coffee machines.Between 2010-2014, there were over 200 complaints of boiling water spraying out of the machine and approximately 90 burn injuries reported.It has been recently announced that Keurig has  In fact, the inventor today does not get a dime out of the sales of this popular children’s toy, as she was told her idea was not good enough and wouldn’t sell. Needless to say, millions of these toys are sold the world over.
But, she could count that as somewhat of a blessing…
Recently, over
In fact, the inventor today does not get a dime out of the sales of this popular children’s toy, as she was told her idea was not good enough and wouldn’t sell. Needless to say, millions of these toys are sold the world over.
But, she could count that as somewhat of a blessing…
Recently, over  Resulta que
Resulta que  Muchas organizaciones no disponen de las amplias redes geográficas que tienen los grandes minoristas.
Por lo tanto, su personal interno acaba dedicando mucho tiempo a viajar para realizar inspecciones de control de calidad, sin dedicar suficiente tiempo a centrarse en la calidad de un producto. Esto suele ralentizar los procesos de producción, con un tiempo eventual de comercialización más largo.
Si tomamos en consideración el ejemplo del Fidget Spinner, ¿cuál es la probabilidad de que su equipo interno sea consciente de esa no conformidad antes de que salga al mercado?
Piense en ello.
Un suceso como el anterior pone a su marca en un riesgo innecesario, con el potencial de una mala publicidad y una importante pérdida de ventas.
Puede ¿Se lo puede permitir su organización?
Muchas organizaciones no disponen de las amplias redes geográficas que tienen los grandes minoristas.
Por lo tanto, su personal interno acaba dedicando mucho tiempo a viajar para realizar inspecciones de control de calidad, sin dedicar suficiente tiempo a centrarse en la calidad de un producto. Esto suele ralentizar los procesos de producción, con un tiempo eventual de comercialización más largo.
Si tomamos en consideración el ejemplo del Fidget Spinner, ¿cuál es la probabilidad de que su equipo interno sea consciente de esa no conformidad antes de que salga al mercado?
Piense en ello.
Un suceso como el anterior pone a su marca en un riesgo innecesario, con el potencial de una mala publicidad y una importante pérdida de ventas.
Puede ¿Se lo puede permitir su organización?
 Algunos equipos de ensayo pueden ser exclusivos de un producto específico o si hay una actualización de los procedimientos de ensayo para incluir los cambios recientes en la normativa.
A menudo, los proveedores externos pueden ofrecer soluciones técnicas basadas en las especificaciones anteriores, junto con equipos que conocen bien los nuevos procedimientos de ensayo.
Los proveedores externos suelen enviar a sus inspectores a cursos de formación para que se familiaricen con los nuevos equipos y procedimientos de ensayo, a fin de garantizar un servicio de alta calidad con un índice mínimo de retirada de productos.
Para los proveedores de calidad externos es prioritario estar al día de las últimas tendencias y novedades de su sector, junto con las mejores prácticas que deben seguir.
Este tipo de conocimiento y experiencia puede aprovecharse para obtener una ventaja competitiva.
Algunos equipos de ensayo pueden ser exclusivos de un producto específico o si hay una actualización de los procedimientos de ensayo para incluir los cambios recientes en la normativa.
A menudo, los proveedores externos pueden ofrecer soluciones técnicas basadas en las especificaciones anteriores, junto con equipos que conocen bien los nuevos procedimientos de ensayo.
Los proveedores externos suelen enviar a sus inspectores a cursos de formación para que se familiaricen con los nuevos equipos y procedimientos de ensayo, a fin de garantizar un servicio de alta calidad con un índice mínimo de retirada de productos.
Para los proveedores de calidad externos es prioritario estar al día de las últimas tendencias y novedades de su sector, junto con las mejores prácticas que deben seguir.
Este tipo de conocimiento y experiencia puede aprovecharse para obtener una ventaja competitiva.
 su producto.
Si sumamos todo esto, empezaremos a ver márgenes de beneficio más altos y también habrá aumentado la capacidad de satisfacer la oferta y la demanda de nuestros productos, creando esa deseada ventaja competitiva.
Veamos brevemente la solución del Expediente de Conformidad Técnica;
Se trata de una solución de conformidad que le permite obtener información fiable y precisa sobre sus procesos de conformidad.
Se ofrece a través de una plataforma basada en web y es una
su producto.
Si sumamos todo esto, empezaremos a ver márgenes de beneficio más altos y también habrá aumentado la capacidad de satisfacer la oferta y la demanda de nuestros productos, creando esa deseada ventaja competitiva.
Veamos brevemente la solución del Expediente de Conformidad Técnica;
Se trata de una solución de conformidad que le permite obtener información fiable y precisa sobre sus procesos de conformidad.
Se ofrece a través de una plataforma basada en web y es una  Los informes de inspección son esenciales para obtener el despacho de aduana de los envíos. Corresponderá al minorista, junto con su proveedor de calidad, establecer una pauta de calificación de los informes.
Esta pauta de calificación de informes constituye una base de automatización que reduce la cantidad de cambios manuales tras la revisión de los informes. La revisión manual de estos informes ralentiza enormemente los procesos de autoenvío y todo este proceso pierde sentido.
Un proveedor de calidad externo podrá proporcionarle los conocimientos del sector y las mejores prácticas relativas a los informes de calificación. También podrá personalizar sus informes de calificación en función de las necesidades de su producto.
Una vez creado este informe de calificación, su proveedor de calidad puede utilizar sus sistemas técnicos para enviar informes diarios tanto al cliente como a la empresa de carga que haya elegido. Esto crea un proceso de liberación mucho más claro y rápido tanto para usted como para la empresa de carga.
La montaña de papeleo, desde las licencias de importación hasta los informes de inspección completos, ellos lo tienen todo bajo control, lo que permite un proceso racionalizado y eficiente para su organización.
Los informes de inspección son esenciales para obtener el despacho de aduana de los envíos. Corresponderá al minorista, junto con su proveedor de calidad, establecer una pauta de calificación de los informes.
Esta pauta de calificación de informes constituye una base de automatización que reduce la cantidad de cambios manuales tras la revisión de los informes. La revisión manual de estos informes ralentiza enormemente los procesos de autoenvío y todo este proceso pierde sentido.
Un proveedor de calidad externo podrá proporcionarle los conocimientos del sector y las mejores prácticas relativas a los informes de calificación. También podrá personalizar sus informes de calificación en función de las necesidades de su producto.
Una vez creado este informe de calificación, su proveedor de calidad puede utilizar sus sistemas técnicos para enviar informes diarios tanto al cliente como a la empresa de carga que haya elegido. Esto crea un proceso de liberación mucho más claro y rápido tanto para usted como para la empresa de carga.
La montaña de papeleo, desde las licencias de importación hasta los informes de inspección completos, ellos lo tienen todo bajo control, lo que permite un proceso racionalizado y eficiente para su organización.
 Tradicionalmente, un equipo interno suele publicar los informes de inspección a medida que los recibe, lo que provoca retrasos importantes. Esto suele deberse a que los equipos internos de control de calidad tienen que viajar mucho, lo que significa que no tienen tiempo suficiente para realizar las aprobaciones necesarias para que los envíos se publiquen a tiempo.
No quiero parecer repetitivo, pero tener un equipo interno capaz de gestionar la logística de los envíos sería un sueño, sin duda, pero pasar la aduana con seguridad depende de ser eficiente en todos los demás puntos que he mencionado antes.
Los equipos internos que no dispongan del tiempo, los recursos y los conocimientos técnicos adecuados tendrán dificultades para hacer frente a problemas que, de otro modo, podrían haberse evitado.
Así que este es el trato...
La gestión de la calidad es un sistema complejo que requiere 100% de su atención y concentración.
Es usted capaz de dedicar tanto tiempo y recursos a garantizarlo?
Esta es una pregunta que muchos no quieren responder, pero la realidad es que a menudo no puede permitirse el tiempo y los recursos necesarios para crear sistemas de calidad totalmente optimizados que puedan producir productos de alta calidad para su marca y a tiempo.
Entonces, ¿qué?
Puede que merezca la pena considerar la posibilidad de contratar a un proveedor de calidad externo que pueda dedicarle el tiempo y los recursos que necesita para racionalizar las operaciones de su cadena de suministro.
Un proveedor externo de calidad puede proporcionarle;
* Lo último en regulación de productos
* Experiencia técnica
* Disponen de la tecnología adecuada para agilizar sus operaciones
* Tienen los conocimientos sobre cómo navegar por las aguas de la logística internacional para su marca.
Esto le dará margen para empezar a centrarse en lo que se le da bien: fabricar productos de alta calidad y crear un nivel de confianza con su consumidor que sea competitivo a escala mundial.
¿Tiene experiencia trabajando con servicios de inspección de calidad de terceros?
Tradicionalmente, un equipo interno suele publicar los informes de inspección a medida que los recibe, lo que provoca retrasos importantes. Esto suele deberse a que los equipos internos de control de calidad tienen que viajar mucho, lo que significa que no tienen tiempo suficiente para realizar las aprobaciones necesarias para que los envíos se publiquen a tiempo.
No quiero parecer repetitivo, pero tener un equipo interno capaz de gestionar la logística de los envíos sería un sueño, sin duda, pero pasar la aduana con seguridad depende de ser eficiente en todos los demás puntos que he mencionado antes.
Los equipos internos que no dispongan del tiempo, los recursos y los conocimientos técnicos adecuados tendrán dificultades para hacer frente a problemas que, de otro modo, podrían haberse evitado.
Así que este es el trato...
La gestión de la calidad es un sistema complejo que requiere 100% de su atención y concentración.
Es usted capaz de dedicar tanto tiempo y recursos a garantizarlo?
Esta es una pregunta que muchos no quieren responder, pero la realidad es que a menudo no puede permitirse el tiempo y los recursos necesarios para crear sistemas de calidad totalmente optimizados que puedan producir productos de alta calidad para su marca y a tiempo.
Entonces, ¿qué?
Puede que merezca la pena considerar la posibilidad de contratar a un proveedor de calidad externo que pueda dedicarle el tiempo y los recursos que necesita para racionalizar las operaciones de su cadena de suministro.
Un proveedor externo de calidad puede proporcionarle;
* Lo último en regulación de productos
* Experiencia técnica
* Disponen de la tecnología adecuada para agilizar sus operaciones
* Tienen los conocimientos sobre cómo navegar por las aguas de la logística internacional para su marca.
Esto le dará margen para empezar a centrarse en lo que se le da bien: fabricar productos de alta calidad y crear un nivel de confianza con su consumidor que sea competitivo a escala mundial.
¿Tiene experiencia trabajando con servicios de inspección de calidad de terceros? 
